Qingdao KXD Steel Structure Co., Ltd, is one of the largest
manufacturers of steel buildings, specialized design and
manufacturer for pre-engineered/fabricated steel buildings and
specialized architectural/structures in China with capacity over
10000 tons monthly and having state of the art manufacturing
facility with laser and robotic machines in our 3 production units.
In a bid to render our clients with impeccable products and
services, our company has acquired CE certification (EN1090
certificate), ISO 9001, ISO140001, ISO45001 Certificate and WPQR
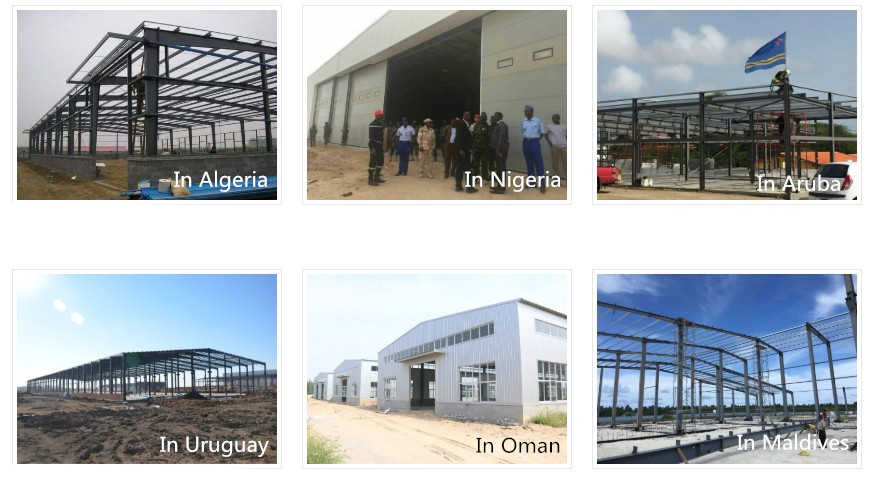
for anticipated apprasal from our clients. Our footprints shall be
witnessed in a large number of countries and regions such as
Canada, Australia, Peru, Sri Lanka, France, Brazil, England,
America, Ethiopia, Algeria, etc., that is to say, more than 130
countries around over the world.
What attaches great importance to the success of a steel building
company is a solid design and engineering team. At KXD, you
shall witness more than 50 members of designers, architects,
detailers, consultants etc. KXD is destined to offer tailed and
reliable design and engineering services to each of our customer
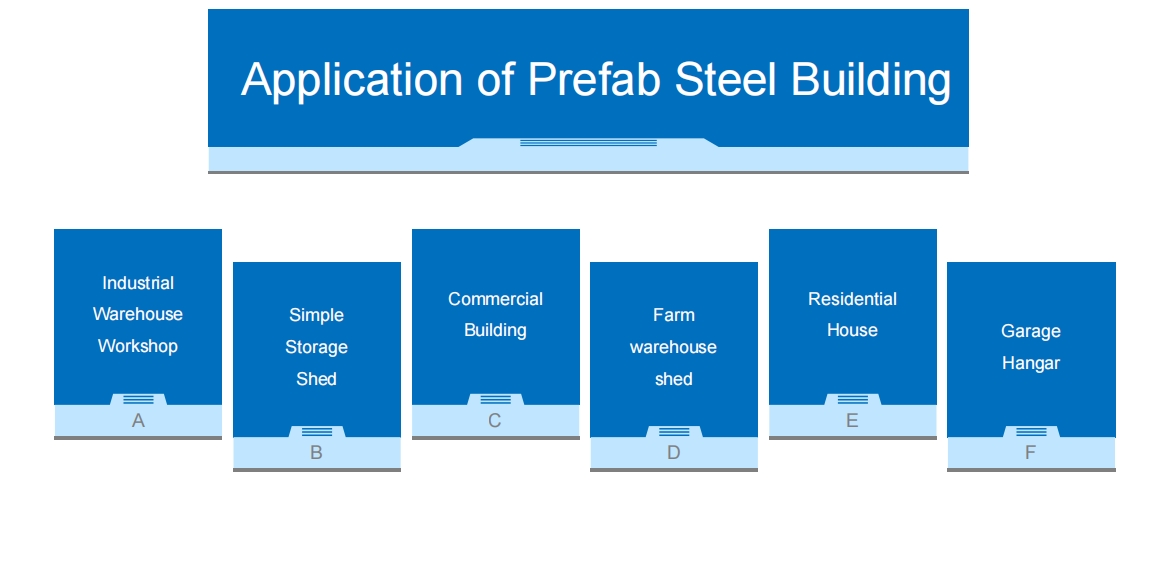
whether for industrial, commercial or agricultural property
developments.
Based on the moto of Trustyworthiness, Professionalism,
Cooperation, Mutual benefits, our company is building a
comprehensive industrial chain system gradually and making great
efforts to supply our quality products and perfect after-sales
services to worldwide clients. Our goal is to be a household name
in the steel building industry.